





3R+RHTLT 25#-J 140G Ruban adhésif double face amovible à base jaune")
3R+RHTLT 25#-J 140G Ruban adhésif double face amovible à base jaune")
")




Pourquoi l'ingénierie de la séquence de couches dans les matériaux composites fonctionnels détermine les performances d'utilisation finale
Un matériau composite fonctionnel n'est pas simplement un empilement de films et d'adhésifs : il s'agit d'un système technique dans lequel la séquence, le rapport d'épaisseur et la chimie interfaciale de chaque couche travaillent ensemble pour produire des propriétés qu'aucun composant ne pourrait atteindre seul. Le changement d'une couche affecte le comportement mécanique et thermique de l'ensemble de la construction. Un substrat PET laminé au-dessus d'un adhésif acrylique se comporte différemment sous contrainte de pelage que le même adhésif laminé sous un film PI, même lorsque toutes les spécifications des couches individuelles restent identiques, car l'inadéquation du module élastique à chaque interface régit la façon dont la contrainte est répartie pendant la déformation.
Cette interdépendance fait de la sélection de la séquence de couches une décision technique cruciale plutôt qu'un exercice de sélection de matériaux. Pour les matériaux composites fonctionnels de qualité électronique utilisés dans le collage d'écrans, la protection de circuits flexibles ou l'assemblage de composants de batterie, les concepteurs donnent généralement la priorité à trois objectifs structurels : maximiser la zone de contact adhésif avec le substrat, minimiser les contraintes résiduelles au niveau de l'interface la plus vulnérable et contrôler l'endroit où une rupture de cohésion se produit si un délaminage est initié. Une construction conçue pour se briser de manière cohérente au sein de la couche adhésive – plutôt que de manière adhésive au niveau de l’interface film-adhésif – est beaucoup plus facile à retravailler et laisse moins de contamination sur les surfaces collées.
Anhui Yanhe Nouveau Matériel Co., Ltd. , opérant depuis 2012 depuis son installation de 17 acres dans la zone de développement économique ouest de Guangde, applique des revêtements de surface en fonction des exigences fonctionnelles spécifiques de la surface du substrat de chaque client. Cette précision au niveau du processus concerne directement l'ingénierie des interfaces : le revêtement de surface modifie l'énergie interfaciale entre les couches adjacentes, établissant des hiérarchies d'adhésion contrôlées qui déterminent à la fois les performances en cours d'utilisation et le comportement en fin de vie.
Densité de réticulation dans les adhésifs sensibles à la pression : la variable cachée dans la qualification des films composites
Parmi les paramètres qui définissent les performances d'un adhésif sensible à la pression (PSA) au sein d'un matériau composite fonctionnel, la densité de réticulation est le plus conséquent et le moins visible. Elle ne peut pas être mesurée directement dans un produit fini sans tests destructifs, mais elle régit la résistance au fluage, la stabilité au vieillissement thermique, la résistance aux électrolytes et la réponse de l'adhésif à une contrainte prolongée - autant de propriétés qui déterminent si un film composite survit à sa durée de vie opérationnelle ou échoue prématurément sur le terrain.
La réticulation est introduite lors de la formulation de l'adhésif en ajoutant un agent de réticulation - généralement un composé isocyanate, époxy ou chélaté métallique - au squelette du polymère dans un rapport précisément contrôlé. Une réticulation trop faible produit un adhésif souple et très collant avec une faible résistance au cisaillement et un écoulement à froid important sous charge soutenue ; l'adhésif migrera lentement sous les stratifiés, en particulier à des températures élevées pendant les cycles de refusion des assemblages électroniques. Trop de réticulation crée un adhésif rigide et à faible adhérence qui perd le contact conforme avec les surfaces rugueuses ou texturées, produisant des inclusions d'air et des vides qui réduisent la zone de liaison efficace et créent des points de concentration de contraintes.
Comment la densité des liaisons croisées modifie les propriétés clés du PSA
| Densité de réticulation | Virement de bord | Résistance au cisaillement/fluage | Stabilité au vieillissement thermique | Risque typique |
| Faible | Élevé | Pauvre | Pauvre | Flux à froid, migration d'adhésif, soulèvement des bords du stratifié |
| Moyen | Modéré | Bien | Bien | Équilibré ; adapté à la plupart des applications composites fonctionnelles |
| Élevé | Faible | Excellent | Excellent | Formation de vides sur surfaces rugueuses, mauvaise adhérence initiale à basse température |
Pour les matériaux composites fonctionnels destinés aux applications de batteries à énergie nouvelle, des formulations à densité de réticulation moyenne à élevée sont généralement requises car la combinaison d'une charge mécanique soutenue, d'une exposition à la vapeur d'électrolyte et d'un cycle thermique pendant la charge-décharge crée des conditions qui exposent rapidement les faiblesses des systèmes sous-réticulés. Le test pratique d'adéquation à la densité de réticulation n'est pas une spécification de fiche technique mais une combinaison de vieillissement à 85 °C/85 % d'humidité relative (1 000 heures minimum) et de temps de maintien au cisaillement statique de 70 °C — tous deux mesurés sur la construction composite réelle plutôt que sur le film adhésif seul.
Matériaux composites fonctionnels dans l'électronique flexible : gérer l'inadéquation entre rigidité et conformabilité
L'assemblage électronique flexible crée un défi fondamental en matière de matériaux : les films composites fonctionnels utilisés pour lier, protéger ou isoler les composants doivent être suffisamment rigides pour maintenir la précision dimensionnelle lors du placement automatisé, tout en étant suffisamment souples pour s'adapter aux surfaces courbes, texturées ou en expansion thermique pendant le fonctionnement. Ces exigences vont dans des directions opposées, et aucun des deux extrêmes ne produit un matériau viable. Un composite entièrement rigide se délamine à l'interface de liaison lorsque les substrats fléchissent ou se dilatent thermiquement ; un composite entièrement conforme s'étirera pendant la manipulation, provoquant un mauvais repérage dans les applications de découpe de précision où les tolérances de position inférieures à ±0,15 mm sont standard.
La solution technique est une conformité en couches : utilisant un film de support rigide pour assurer la stabilité dimensionnelle pendant le traitement tout en s'appuyant sur une couche adhésive viscoélastique pour absorber les contraintes pendant le service. Le paramètre clé de conception est le rapport d’épaisseur relatif entre les couches de support et d’adhésif. Un support plus épais par rapport à l'adhésif produit un composite plus rigide avec de meilleures caractéristiques de manipulation mais réduit la capacité d'absorption des contraintes. Les constructions pratiques pour l'électronique flexible utilisent généralement des rapports d'épaisseur support/adhésif compris entre 2:1 et 4:1 pour les applications nécessitant une précision d'enregistrement, et des rapports plus proches de 1:1 pour les applications où un collage conforme sur des surfaces irrégulières est la principale exigence.
Une complexité supplémentaire résulte de la dépendance de la conformité à la température. La plupart des composites à base de PSA deviennent nettement plus rigides en dessous de 5°C et nettement plus souples au-dessus de 60°C. Pour les applications dans les environnements électroniques extérieurs ou automobiles, cela signifie qu'un composite conçu pour des caractéristiques de manipulation à température ambiante peut se comporter comme un stratifié rigide dans le froid hivernal et comme un gel fluide dans la chaleur estivale. La qualification des matériaux composites fonctionnels sur toute la plage de températures de fonctionnement, et pas seulement dans des conditions de laboratoire de 23 °C, constitue l'exigence minimale pour toute application dans laquelle le produit final subira des excursions de température.
Fonctions de revêtement barrière dans les systèmes de films composites : contrôle de l'humidité, de l'oxygène et de la perméation ionique
La performance de barrière est l’une des fonctions les plus exigeantes techniquement qu’un revêtement de surface dans un matériau composite fonctionnel puisse être amené à remplir. Le défi est que les propriétés barrières ne dépendent pas de la matrice polymère globale mais de la continuité du revêtement au niveau moléculaire : un seul trou d’épingle, une fissure ou une zone non recouverte dans une couche barrière peut augmenter les taux de perméation de plusieurs ordres de grandeur, quelle que soit la performance du matériau environnant. Cela rend le contrôle du processus pendant le dépôt du revêtement aussi important que la sélection du matériau barrière lui-même.
Trois exigences de barrière distinctes apparaissent dans les applications électroniques et énergétiques auxquelles servent les matériaux composites fonctionnels :
- Contrôle du taux de transmission de la vapeur d'humidité (MVTR) : Pertinent pour la protection du fond de panier d'écran, l'encapsulation flexible des OLED et les films d'emballage de semi-conducteurs. Les revêtements barrières organiques hautes performances peuvent atteindre des valeurs MVTR inférieures à 0,01 g/m²/jour, contre 1 à 5 g/m²/jour pour le PET non revêtu — une différence qui détermine si un appareil OLED survit à des années d'utilisation sur le terrain ou se dégrade en quelques mois.
- Contrôle du taux de transmission d'oxygène (OTR) : Critique pour les applications où l'oxydation des surfaces fonctionnelles dégraderait les performances électriques, telles que les films de protection des barres omnibus en cuivre dans les modules de batterie. Même de petites quantités de perméation d'oxygène peuvent accélérer la corrosion des surfaces de contact métalliques à température et humidité élevées.
- Contrôle de la migration des ions : Spécifique aux applications de batteries et de piles à combustible, où les séparateurs composites ou les films d'étanchéité des bords doivent bloquer le transport des ions lithium ou hydroxyde pour éviter les courts-circuits internes. Les exigences en matière de barrière ionique sont généralement spécifiées comme la conductivité ionique du film composite plutôt que comme les taux de perméation des gaz, et sont mesurées par spectroscopie d'impédance électrochimique.
Les technologies de revêtement inorganiques, notamment l'oxyde d'aluminium (Al₂O₃) et l'oxyde de silicium (SiOₓ) déposés par des procédés sous vide, offrent des performances de barrière bien supérieures à celles des revêtements polymères organiques seuls. Cependant, ces couches inorganiques sont fragiles et se fissurent lorsqu’elles sont pliées, ce qui réintroduit les voies de perméation qu’elles ont été conçues pour éliminer. La solution pratique utilisée dans les matériaux composites fonctionnels avancés est une architecture multicouche organique-inorganique, alternant de fines couches barrières inorganiques avec des couches de découplage organiques. Chaque couche organique empêche les fissures d'une couche inorganique de se propager à la suivante, produisant ainsi un composite doté à la fois d'une flexibilité et d'une performance de barrière qu'aucune classe de matériaux ne pourrait atteindre indépendamment.
Ingénierie de la force de libération : pourquoi le côté doublure d'un film composite est aussi important que le côté adhésif
La doublure antiadhésive en matériau composite fonctionnel est généralement traitée comme un emballage : un composant qui remplit sa fonction pendant le transport et est jeté au point d'utilisation. Cette vision conduit à des problèmes d'assemblage coûteux. La force de décollement entre le revêtement et la couche adhésive est un paramètre conçu avec précision qui détermine directement si l'équipement de distribution automatisé peut peler, positionner et appliquer un film composite aux vitesses de la chaîne de production sans transfert d'adhésif, distorsion du film ou mauvais placement. Une erreur de ce paramètre, même de 20 à 30 %, peut entraîner le fonctionnement d'une gamme entière de produits en dessous du débit prévu.
La force de démoulage est contrôlée par deux mécanismes : l'énergie de surface du revêtement antiadhésif (généralement à base de silicone) et le degré de durcissement de l'agent démoulant. Les revêtements anti-adhésifs en silicone sous-durcis ont une variabilité de force de démoulage plus élevée et peuvent transférer des traces de contamination par le silicone à la surface adhésive, ce qui réduit l'adhésion au substrat final en bloquant les points de contact du PSA. Les couches de silicone trop durcies ont une force de libération réduite, mais peuvent se fissurer sous la contrainte de flexion de l'enroulement rouleau à rouleau, créant des zones localisées à forte libération qui perturbent le comportement de pelage cohérent dans les applicateurs automatisés.
Pour les applications nécessitant une automatisation, y compris les lignes de stratification à grande vitesse utilisées par les assembleurs électroniques s'approvisionnant en Matériaux composites fonctionnels des fournisseurs comme Anhui Yanhe Nouveau Matériel Co., Ltd. — les spécifications de force de largage sont généralement exprimées non seulement sous la forme d'une valeur cible, mais également sous la forme d'une plage maximale admissible. Une spécification de 5 à 15 cN/cm est significativement différente d'un objectif de 10 cN/cm sans tolérance déclarée, car la première limite la variation du processus d'une manière que la seconde ne contraint pas. Exiger ce niveau de détail des spécifications de la part d'un fournisseur est un critère de sélection pratique qui distingue les fabricants disposant d'un contrôle de processus robuste de ceux qui s'appuient sur des formulations nominales.
Voies de personnalisation pour les matériaux composites fonctionnels : comment la collaboration université-industrie modifie la vitesse de développement
Le développement d'un nouveau matériau composite fonctionnel depuis les spécifications du client jusqu'à la production validée nécessite généralement une itération à travers quatre étapes de développement distinctes : chimie de formulation, optimisation du processus de revêtement, essais de construction de stratification et tests d'application. Chaque étape génère des modes de défaillance qui se répercutent sur les étapes précédentes : un composite qui fonctionne parfaitement lors des tests au banc peut échouer à la qualification de découpe car la construction laminée a une stabilité dimensionnelle insuffisante sous la pression de l'outil de coupe, ce qui nécessite une reformulation du substrat ou des couches adhésives avant que les essais de découpe puissent reprendre.
La collaboration entre les universités et les instituts de recherche modifie ce cycle d’une manière spécifique : elle permet d’avancer une caractérisation fondamentale qui autrement ne serait découverte que lors d’échecs ultérieurs. Lorsqu'une nouvelle chimie de revêtement barrière est proposée, la modélisation informatique des polymères peut prédire son comportement de perméation et ses seuils de défaillance mécanique avant qu'un seul gramme de matériau de revêtement ne soit produit. L'analyse spectroscopique des interfaces adhésif-substrat à résolution atomique peut déterminer si une couche d'apprêt proposée produira une liaison chimique durable ou simplement un verrouillage mécanique - une distinction qui ne peut pas être déterminée uniquement par des tests de pelage macroscopiques, mais qui a d'importantes implications pour la durabilité environnementale à long terme.
Anhui Yanhe nouveau matériel Co., Ltd . collabore activement avec des universités et des instituts de recherche scientifique au pays et à l'étranger pour apporter cette profondeur analytique à ses capacités de fabrication personnalisées. Pour les clients nécessitant Matériaux composites fonctionnels personnalisés qui dépassent ce que les constructions de catalogue standard peuvent offrir — qu'il s'agisse de performances thermiques, de fonctionnalités électriques, de précision dimensionnelle ou de compatibilité chimique — ce modèle collaboratif réduit les délais de qualification en identifiant les mécanismes de défaillance au stade de la formulation plutôt que de les découvrir lors des essais de production. L'approche de solutions intégrées de l'entreprise, combinant la R&D, le revêtement de surface et la fabrication au sein de son usine de Guangde, signifie que les résultats de la recherche collaborative se traduisent directement en changements de processus prêts pour la production plutôt que de nécessiter une étape secondaire de transfert de technologie.
Typical Development Acceleration Achieved Through Collaborative R&D
- La caractérisation de l'interface via XPS ou AFM identifie les mécanismes de rupture d'adhésion en 1 à 2 semaines, remplaçant 6 à 8 semaines de cycles de reformulation empiriques
- La simulation dynamique moléculaire du comportement de mouillage de l'adhésif sur de nouveaux substrats réduit le nombre d'essais physiques de revêtement nécessaires avant d'atteindre une spécification de force de pelage cible.
- Les études de corrélation du vieillissement accéléré, fondées sur la combinaison de données de terrain et d'archives de tests en laboratoire, permettent à des tests de plus courte durée de prédire de manière fiable les performances sur 5 ou 10 ans, ce qui permet la qualification des produits avant que les données complètes de vieillissement en temps réel ne soient disponibles.
- Le développement conjoint de brevets autour de nouvelles architectures de films fonctionnels crée de la valeur de propriété intellectuelle pour les clients dont la différenciation des produits dépend de matériaux qui ne peuvent pas être facilement reproduits par des fournisseurs concurrents.
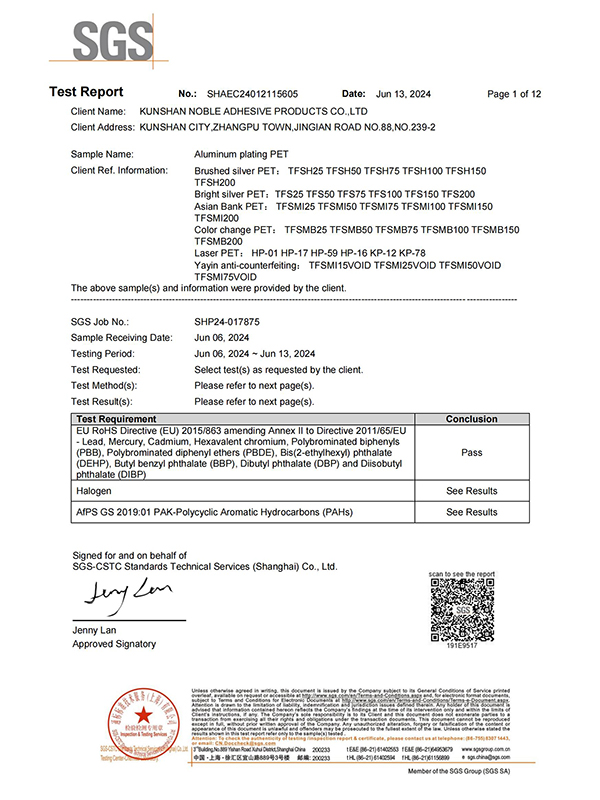
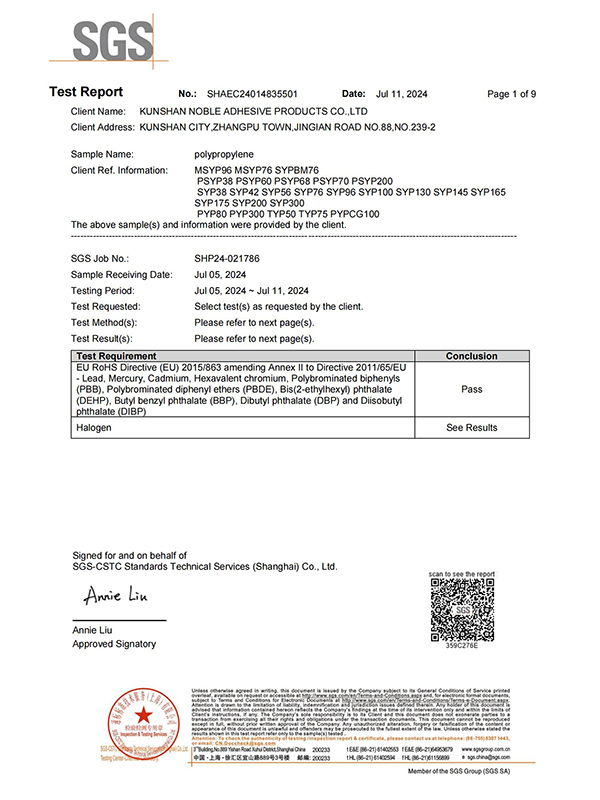
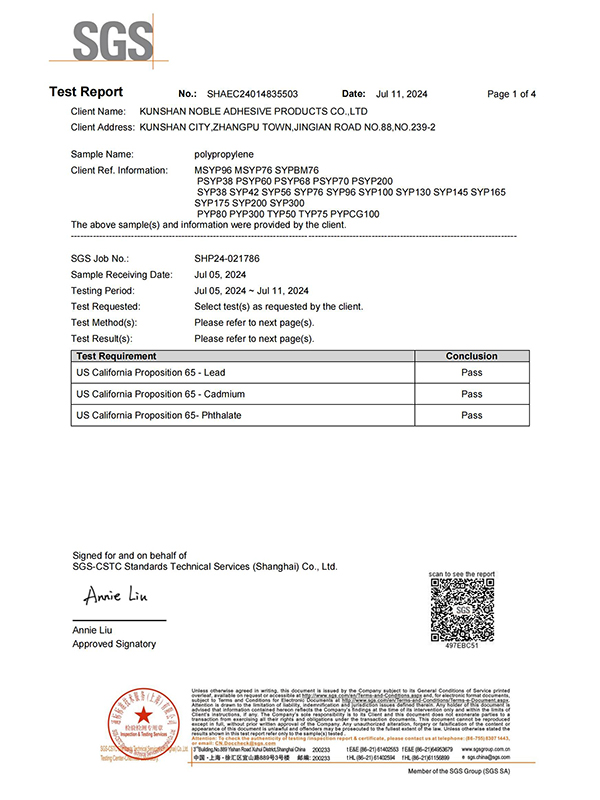
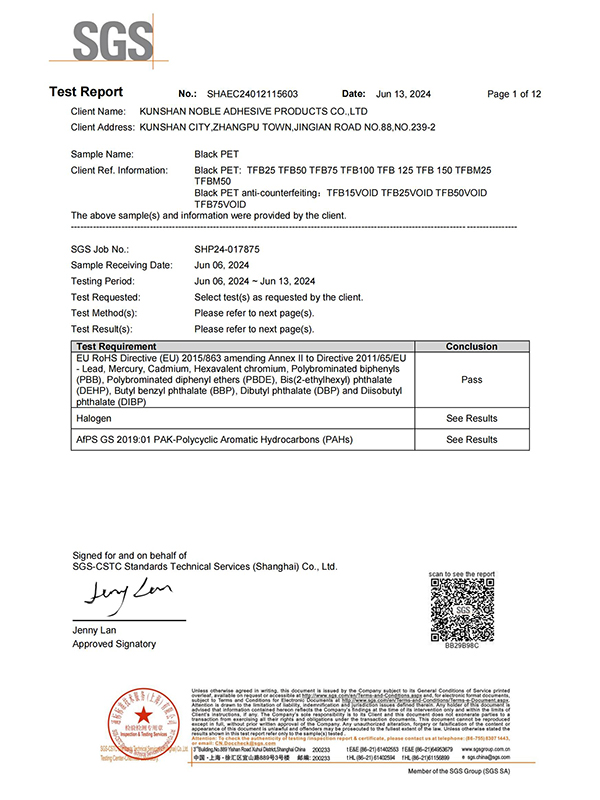
Exigences sans halogène et de durabilité pour les matériaux composites fonctionnels dans les chaînes d'approvisionnement électroniques
La pression réglementaire sur la composition des matériaux composites fonctionnels s'est régulièrement intensifiée depuis la mise en œuvre initiale de la directive européenne RoHS en 2006, mais la vague actuelle d'exigences va bien plus loin. La liste des substances extrêmement préoccupantes (SVHC) du règlement européen REACH s'est étendue à plus de 240 substances, et plusieurs retardateurs de flamme, plastifiants et agents de réticulation adhésifs qui étaient des composants de formulation standard il y a à peine cinq ans nécessitent désormais une notification explicite du client ou sont entièrement restreints. Pour un matériau composite fonctionnel entrant dans la chaîne d'approvisionnement d'un équipementier automobile ou d'une marque d'électronique grand public ayant publié des engagements en matière de développement durable, la documentation sur la transparence des matériaux est devenue une exigence d'approvisionnement standard plutôt qu'un argument de vente différenciateur.
La certification sans halogène est la contrainte de composition la plus couramment requise dans les films composites de qualité électronique. Les halogènes – en particulier le chlore et le brome – ont toujours été utilisés dans les additifs ignifuges et certaines formulations adhésives pour leur efficacité à supprimer la combustion. Leur élimination est motivée par deux préoccupations : les composés halogénés peuvent générer des gaz toxiques, notamment des dioxines et des furanes, lors d'événements thermiques, ce qui est particulièrement préoccupant pour les matériaux des composants de batterie qui peuvent être exposés à des températures élevées lors de scénarios de défaillance des cellules ; et les matériaux halogénés compliquent le recyclage en fin de vie en contaminant les flux de polymères recyclés avec du chlore ou du brome qui dégradent les cycles de recyclage ultérieurs.
Pour obtenir la certification sans halogène, il faut effectuer des tests conformes à la norme CEI 61249-2-21 ou à des normes équivalentes, vérifiant que la teneur en chlore est inférieure à 900 ppm et que la teneur en brome est inférieure à 900 ppm dans la construction composite finie, et pas seulement dans les couches individuelles. Cette exigence au niveau des composites est importante car les impuretés halogènes peuvent être introduites par de multiples voies, notamment les revêtements antiadhésifs, les tensioactifs adhésifs et les auxiliaires de traitement des substrats, même lorsque les matériaux primaires sont spécifiés comme étant sans halogène. L'approche la plus fiable est la vérification de la chaîne d'approvisionnement à chaque niveau d'entrée de matériau, combinée aux tests du produit fini de la construction composite finale, plutôt que de s'appuyer uniquement sur les certifications au niveau des composants qui peuvent ne pas tenir compte de la contamination pendant le processus de stratification.
